


盐城PC厚板吸塑工厂
2023-10-03 来自: 苏州斯威尔德塑业有限公司 浏览次数:218
苏州斯威尔德塑业有限公司关于盐城PC厚板吸塑工厂相关介绍,吸塑制品单价的高低跟以下因素有关制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型、厚度和颜色;厚片吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。一般会以户的样品和描述有一个初报价,终报价会在打样之后报出。在潮湿环境下,厚片吸塑产品容易吸水并发生变形和腐蚀。为了提高产品的防潮性能,生产厂家通常会添加防水剂或使用防潮性能较好的材料,减少产品的吸水率。此外,用户需要注意产品的存放环境,避免产品长时间处于潮湿的环境中。
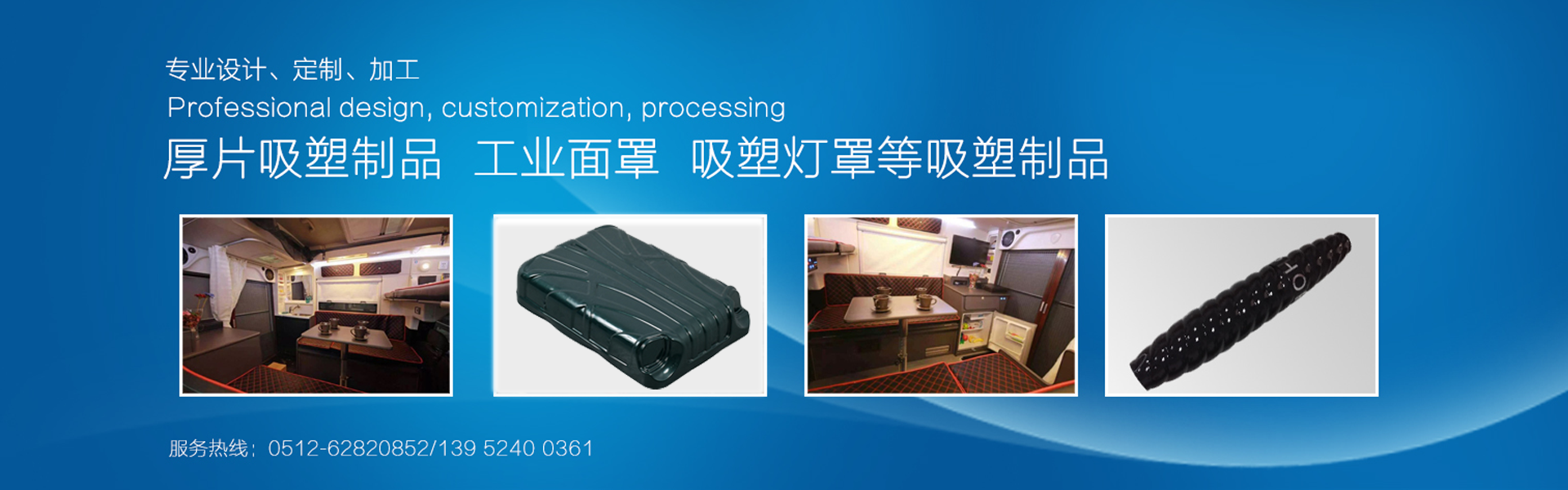
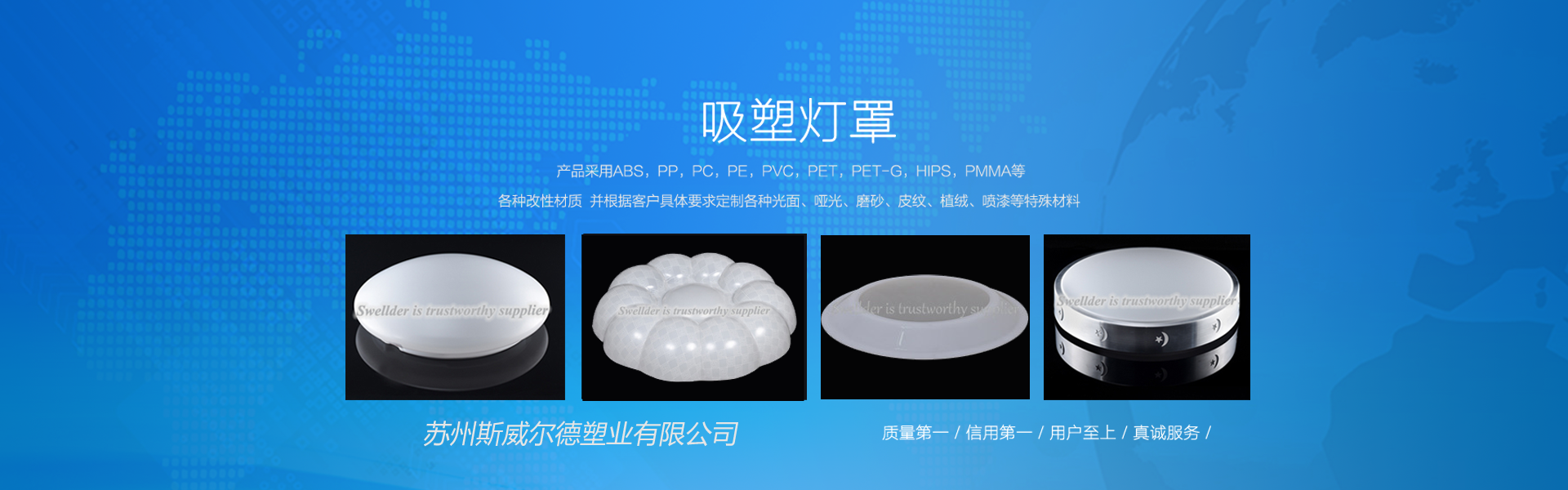
厚片吸塑成型产品主要有冰箱内胆吸塑、PS吸塑、ABS吸塑、厚板吸塑、厚壁吸塑、PMMA吸塑等,广泛应用于医疗设备、食品设备、仪器外壳、电器外壳、汽车车身护套、宠物盘、广告灯箱、灯饰、冰箱行业、空调行业及家电配件等。ABS具有高吸水率。如果不干燥,会在产品上产生裂纹和气泡等缺陷。因此,ABS应在加工前进行干燥,以保持其水分含量低于4%。一般产品的干燥条件为温度80~85℃,时间2~4小时。对于有特殊要求的产品(如需要电镀的产品),干燥条件为温度70~80℃,时间18~24小时。ABS具有良好的热稳定性,但温度为°C。材料在桶中的停留时间不得超过5~6分钟。如果生产过程中发生事故,应首先将桶温度降至°C,然后清洗桶。一些ABS产品在生产时没有题,但在储存期间可能会产生棕色或条纹,这可能是由于桶过热或保留时间过长造成的。
厚板吸塑加工工艺的另一个特点是可用的材料相对普遍。例如,ABS、PC和HDPE等等,产品可以做小的EU箱内衬包装,当然,也可以生产非常大的产品,例如长约3米大型厚片吸塑,因此,厚片吸塑加工技术的材料选择相当普遍。ABS厚板在吸塑加工过程中容易产生内应力。内部应力的大小可以通过将产品浸入冰醋中来测试。如果内部应力过大,或者要求产品肯定无应力开裂,则应进行退火处理。具体做法是将产品放入70~80℃的热风循环干燥箱中2~4小时,然后冷却至室温。

盐城PC厚板吸塑工厂,吸塑加工设备一般分为薄板吸塑和厚板吸塑。薄板吸塑机包括自动大型高速(真空)厚板吸塑机、自动小型高速厚板吸塑器、自动三工位正负压厚板吸塑切割机、自动三站负压切割机;厚膜发泡机包括全自动厚膜发泡机、全自动双层厚膜发泡机和半自动厚膜发泡机器(包括半自动双工位袋式发泡机、半自动单工位袋式吸塑机)。厚片吸塑厂家说到模具的成型方式主要有两种,凹模真空成型及凸模真空成型。一、凹模真空成型,片材四周固定并密封在模腔的上方,加热片材热至软化,然后将型腔内的空气抽出形成真空,使片材在大压力贴紧模具型腔而成型。冷却定型后,再由下方抽气孔通入压缩空气制成吸塑盒。凹模真空成型适用于深度不大的吸塑盒,若产品过高,深度过大,片材容易形成拉伸过大导致底部过薄的现象。二、凸模真空成型,片材被夹紧在模腔上方,加热至软化,材料像帐子相同掩盖在凸模上,即被冷却而失去减薄才能,片材边际及四周紧贴在凸模上减薄而成型。凸模真空成型多用于对吸塑盒底部有较高硬度要求的产品,成型后内外表尺寸精度较高。大家在选择的时候不必太过于纠结采用何种方式,经验丰富的厚片吸塑厂会根据不同的产品要求推荐不同的开模方式。
